La Fabrication de la porcelaine de Limoges
Les différentes étapes de fabrication
Découvrez les différentes étapes de fabrication de nos pièces en porcelaine de Limoges, où savoir-faire et excellence se rencontrent à chaque instant.
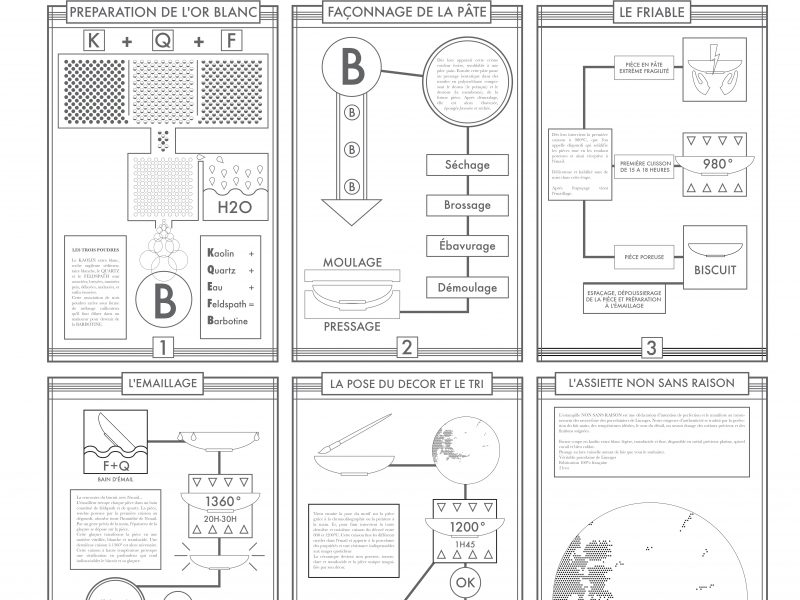
PRÉPARATION DE L'OR BLANC
Le KAOLIN extra blanc, roche argileuse sédimentaire blanche, le QUARTZ et le FELDSPATH sont associés, broyés, tamisés, délayés puis malaxés, et enfin essorés. Cette association de trois poudres arrive sous forme de mélange caillouteux qu’il faut diluer dans un malaxeur pour devenir de la barbotine. Dès lors apparait cette crème couleur ivoire, semblable à une pâte à pain. La barbotine est ensuite filtrée pour éliminer toute l’eau qu’elle contient puis essorée.
MODELAGE ET FAÇONNAGE
Selon les quantités et la difficulté des pièces à réaliser, il existe trois techniques différentes de façonnage de la pâte qui sont les suivantes : le coulage manuel, le coulage par pression et le calibrage manuel.
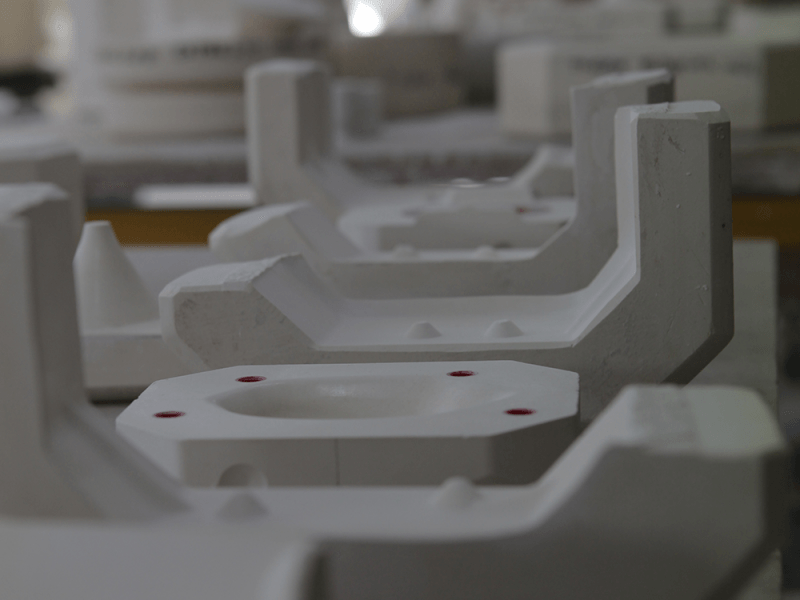
Pour les petites séries et la création de formes originales et complexes, le modeleur crée sa matrice que l’on appelle également « mère » ou « noyau » qu’il façonne en résine poreuse. Cette matrice permet alors de réaliser en plâtre sur le tour autant de moules que la production l’exige. Dans un souci de qualité, ces moules sont remplacés régulièrement car ils ne peuvent réaliser qu’un nombre inférieur à 100 pièces. La pâte, restée à l’état de barbotine, est alors coulée manuellement dans le moule. Une fois l’excédent de barbotine retirée, le moule sèche une demi-heure environ avant que la pièce soit démoulée.
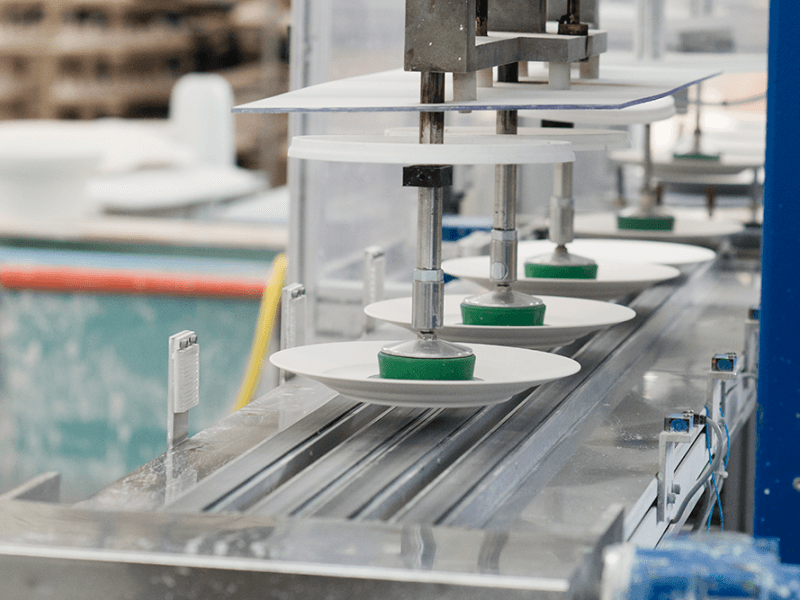
A l’inverse de la technique du coulage qui utilise une pâte liquide, la pâte nécessaire au coulage par pression est réduite en poudre grâce à l’action de l’air pulsé à haute température. Cette poudre passe ensuite au pressage isostatique entre deux moules en polyuréthane, composant le dessus (le poinçon) et le dessous (la membrane), de la future pièce. De cette manière, la poudre s’agrège et se solidifie. Cette technique est utilisée plus particulièrement pour les grandes séries.
La technique du calibrage à la main est quant à elle utilisée pour les petites séries et les pièces circulaires et complexes. Pour ce faire, la pâte est d’abord introduite dans une boudineuse désaéreuse d’où elle ressort sous la forme de boudins de pâte. Ces boudins sont alors pressés sur un moule en rotation par action d’un calibre.
La pièce ainsi façonnée en cru selon ces différents techniques est alors ébavurée, épongée, brossée et séchée. A cette étape, la pièce particulièrement friable est travaillée avec la plus grande délicatesse. Une phase de garnissage peut alors intervenir pour ajouter aux pièces des parties telles que les anses ou les becs verseurs à l’aide de barbotine en guise de colle.
PREMIÈRE CUISSON DÉGOURDI
Dès lors intervient la première cuisson à 980°C, que l’on appelle dégourdi qui solidifie les pièces tout en les rendant poreuses et ainsi réceptives à l’émail. Délicatesse et habilité sont de mise dans cette étape pour ne laisser apparaître aucune trace de manipulations après cette première cuisson. A la sortie du four, les pièces dégourdies ont réduites de 15% de façon homogène dans toutes leurs proportions. Elles sont alors dépoussiérées par brossage couplées à de l’air comprimé. Cette étape est appelée espaçage.
A cette étape, une autre cuisson est possible afin d’obtenir un biscuit de porcelaine. La pièce est alors cuite à haute température (1. 400°C) sans émail et sans décor.
ÉMAILLAGE ET DEUXIÈME CUISSON GRAND FEU
La rencontre du biscuit avec l’émail…
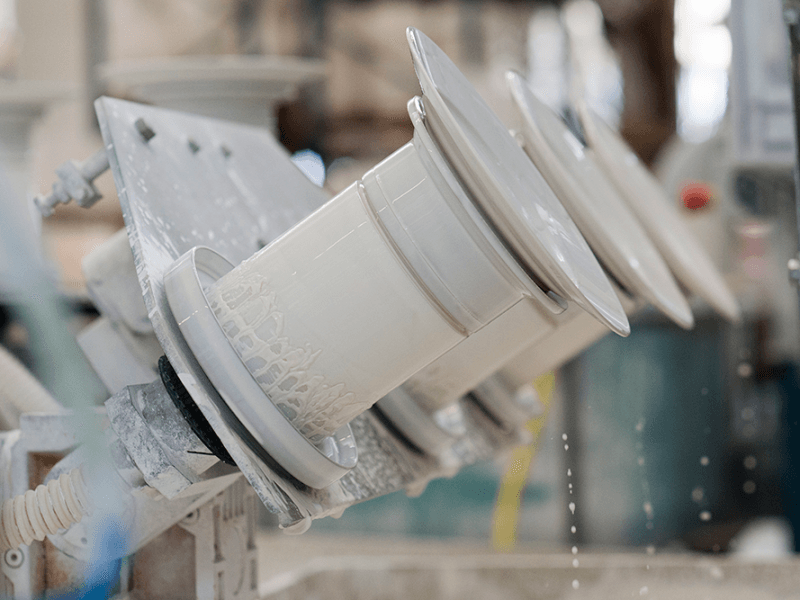
Après l’espaçage vient l’émaillage par trempage ou bien automatique. L’émailleur trempe chaque pièce dégourdie dans un bain constitué de feldspath et de quartz. La pièce, rendue poreuse par la première cuisson au dégourdi, absorbe toute l’humidité de l’émail. Par un geste précis de la main, l’épaisseur de la glaçure se dépose sur celle-ci. La pulvérisation manuelle est également utilisée pour certaines parties de la pièce. Cette glaçure la transforme en une matière vitrifiée, blanche et translucide. Chaque pièce, longuement séchée à l’air, est alors vérifiée au pinceau avant la cuisson.
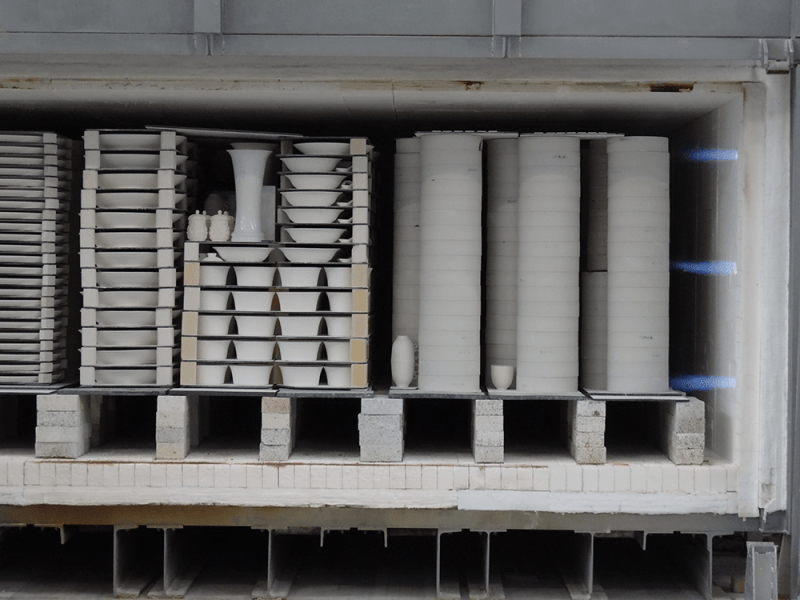
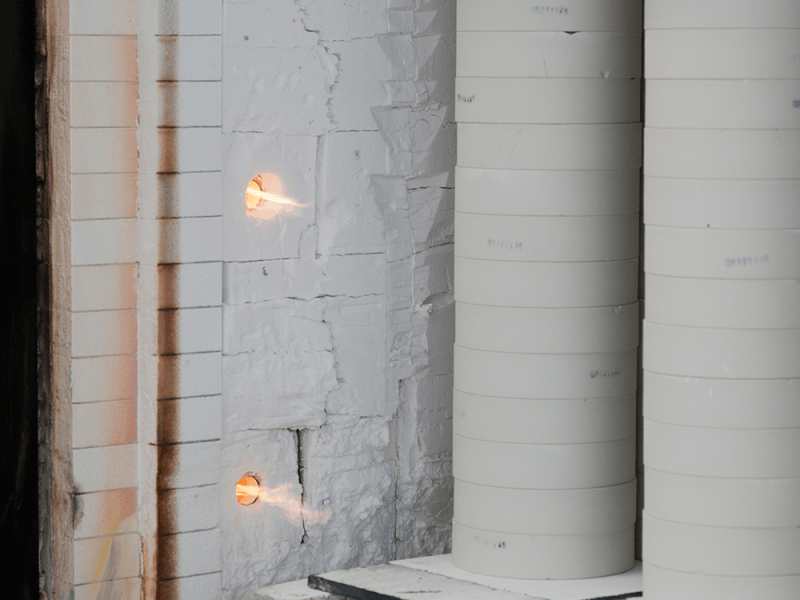
Une deuxième cuisson à 1380°C des pièces émaillées, appelée four de blanc, est alors nécessaire. Les pièces sont empilées à l’intérieur du four de blanc, protégées par des étuis réfractaires appelés gazettes. Cette cuisson à haute température en atmosphère réductrice provoque une vitrification en profondeur qui rend le biscuit et sa glaçure indissociables. A la sortie du four, un polissage manuel ou automatique est réalisé sur chacune d’entre elles. Afin de ne garder que le premier choix, un tri des pièces est également effectué.
LA CRÉATION, LA POSE ET LA CUISSON DU DÉCOR
Après la deuxième cuisson vient ensuite la création du motif sur la pièce grâce à la chromolithographie ou la peinture à la main ou bien encore par la vaporisation au pistolet. La technique du filage, réalisée par le fileur-doreur, peut aussi être utilisée pour peindre le bord des pièces à l’aide du pinceau à sifflet. La pièce est centrée sur une tournette en rotation afin de réaliser sur son pourtour un trait d’épaisseur constante.
Et, pour finir intervient la toute dernière et troisième cuisson du décoré entre 800 et 1200°C. Cette cuisson fuse les différents oxydes dans l’émail et apporte à la porcelaine des propriétés et une résistance indispensables aux usages quotidiens. La céramique devient non poreuse, sonore, dure et translucide et la pièce unique magnifiée par son décor.
LA PIÈCE FINALE
L’estampille Non Sans Raison est une déclaration d’intention de perfection et le manifeste au rayonnement des savoir-faire porcelainiers de Limoges. Notre exigence d’authenticité se traduit par la perfection du fait main, des températures idéales, le sens du détail, un savant dosage des métaux précieux et des finitions soignées. Des formes en kaolin extra blanc légères, translucides et fines qui passent au lave vaisselle autant de fois que vous le souhaitez. Une véritable porcelaine de Limoges de fabrication 100% française.